





Introduction
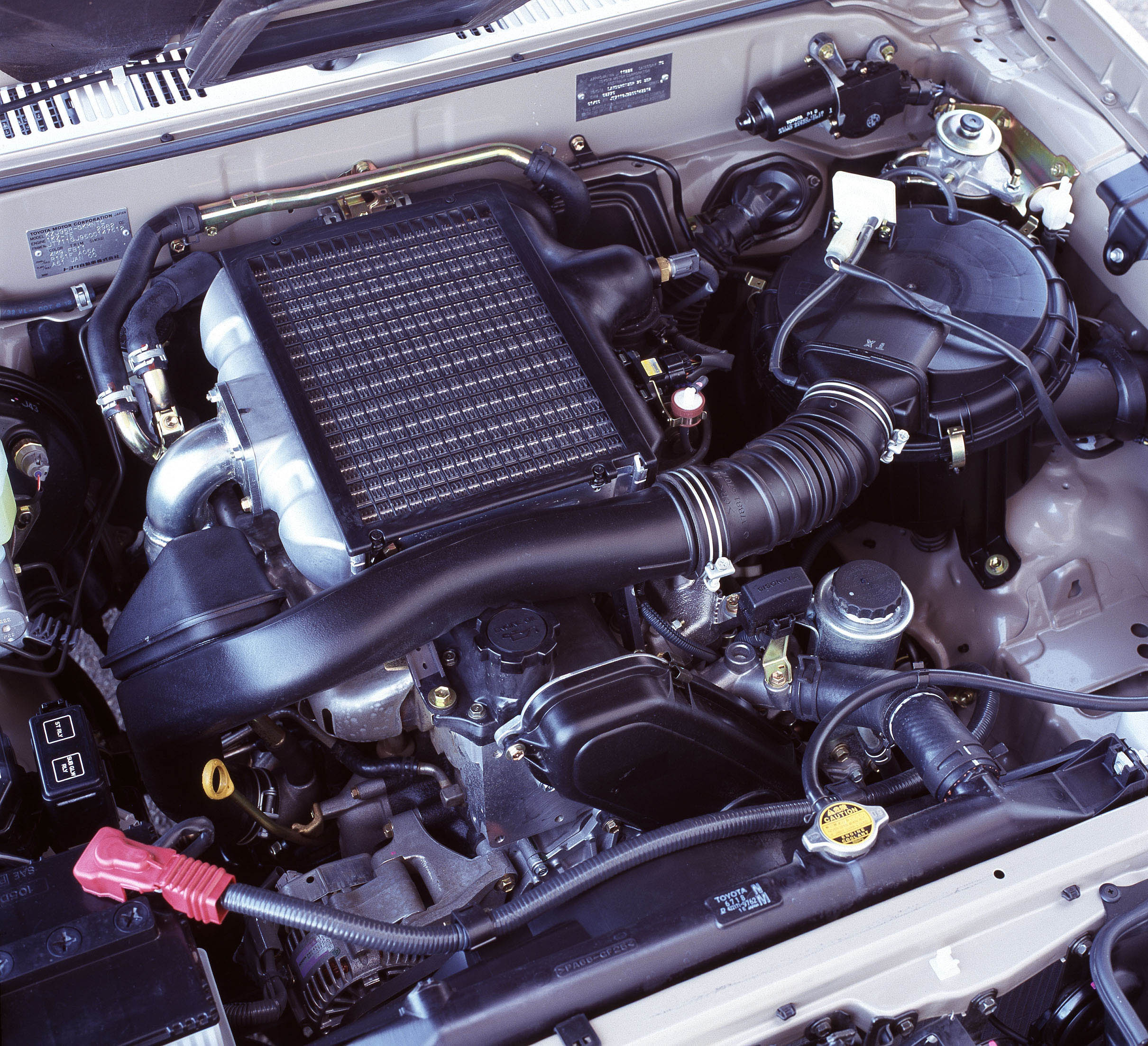
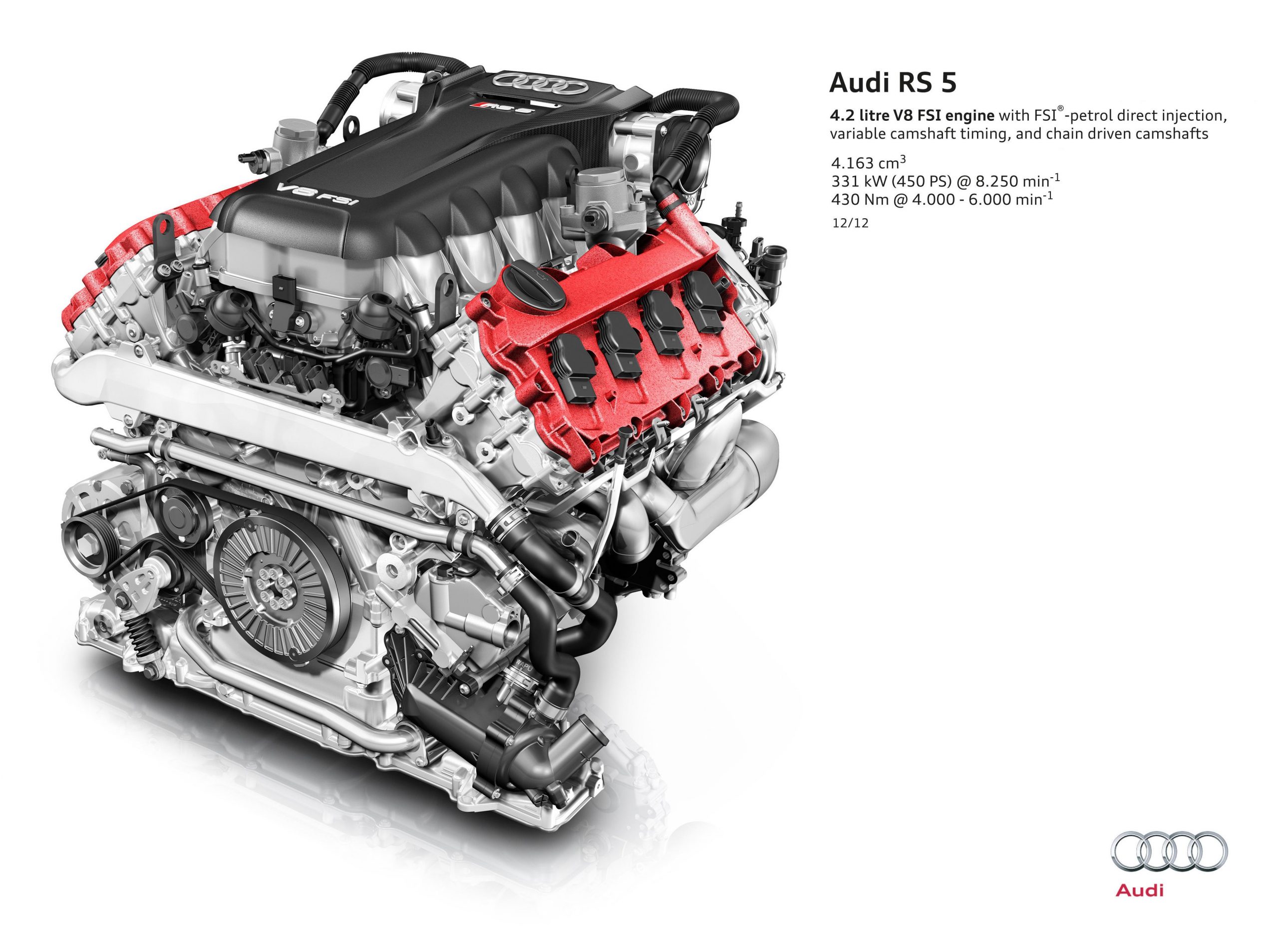
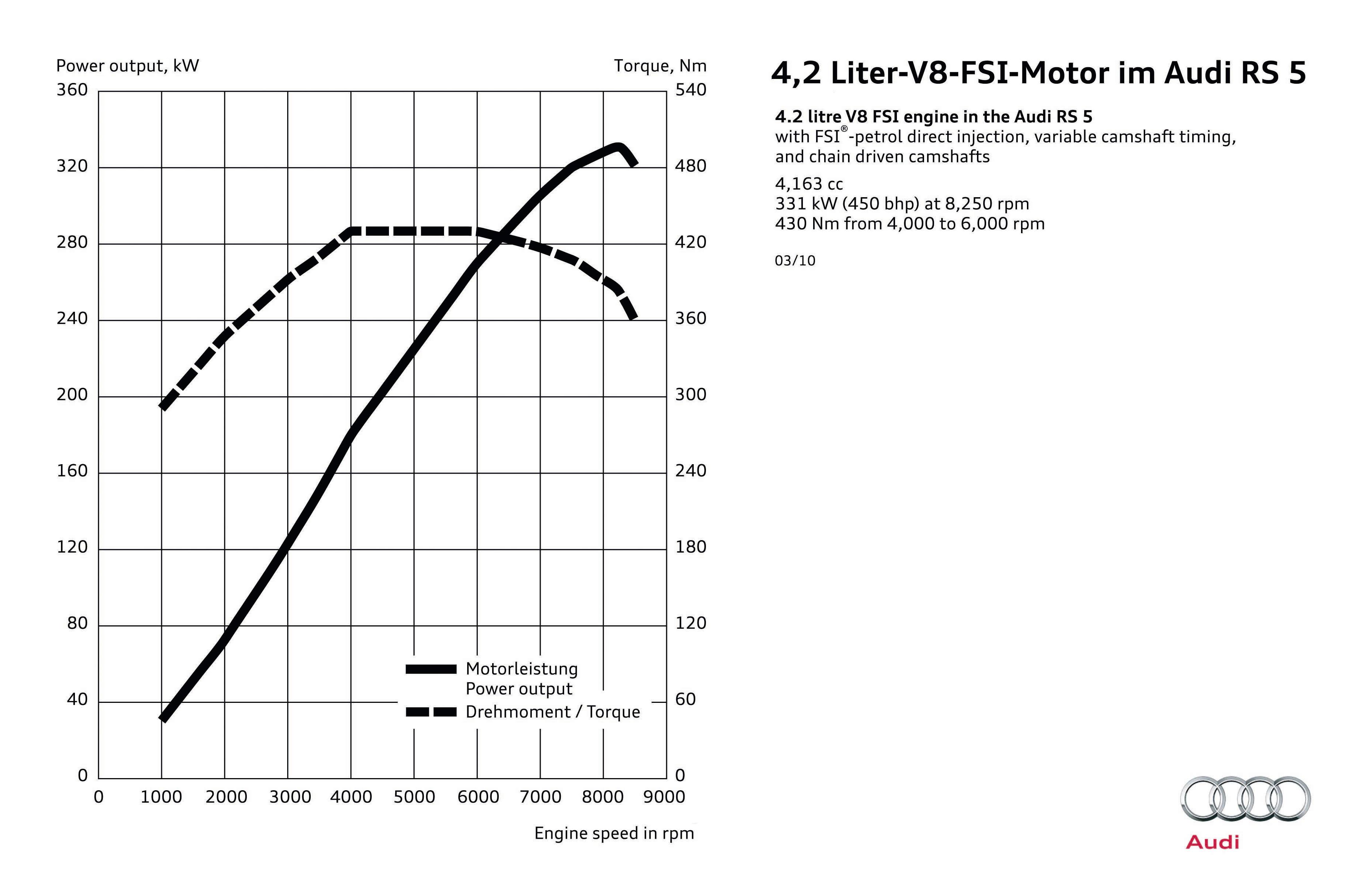
Audi’s CFSA was a 4.2-litre V8 petrol engine that was introduced in the Audi 8T RS5 Coupe in 2010 and subsequently powered the Audi B8 RS4. Hand-built at Audi’s plant in Gyor, Hungary, the CFSA engine effectively replaced the BNS engine which powered the Audi B7 RS4. Key features of the CFSA engine included its:
- Two-piece, closed-deck cylinder block;
- 90-degree ‘V’ angle
- Die-forged crankshaft made from 42CrMoS4;
- Split connecting rods made from 34CrNiMo8;
- Forged aluminium pistons;
- Chain-driven double overhead camshafts;
- Four valves per cylinder actuated by roller rocker arms with hydraulic lifters;
- Direct fuel injection (Audi’s ‘Fuel Stratified Injection’, or FSI);
- 4-2-1 exhaust manifold; and,
- Compression ratio of 11.0:1. Please note, however, that other Audi materials quote 12.5:1 and also 12.3:1.
Compared to the BNS enginewhich it replaced, changes included:
- A lower compression ratio (11.0:1, compared to 12.5:1 for the BNS);
- A single Bosch MED 17.1 control unit (compared to two Bosch MED 9.1.1 unit in a master-slave configuration for the BNS);
- Plastic intake manifold (rather than sand-cast aluminium like the BNS);
- Twin throttle valves;
- Injection pressure of up to 120 bar;
- Energy recuperation system. During coasting and braking, electricity was stored temporarily in the battery and used during the next acceleration phase to reduce the load on the alternator and thus on the engine; and,
- Euro V emissions compliance (compared to Euro IV for the BNS).
The CFSA engine weighed 216 kg.
| Model | Engine | Trans. | Peak power | Peak torque |
|---|---|---|---|---|
| Audi B8 RS4 | 4.2-litre CFSA petrol V8 | 7sp DCT | 331kW at 8250rpm | 430Nm at 4000-6000rpm |
| Audi 8T RS5 | 4.2-litre CFSA petrol V8 | 7sp DCT | 331kW at 8250rpm | 430Nm at 4000-6000rpm |
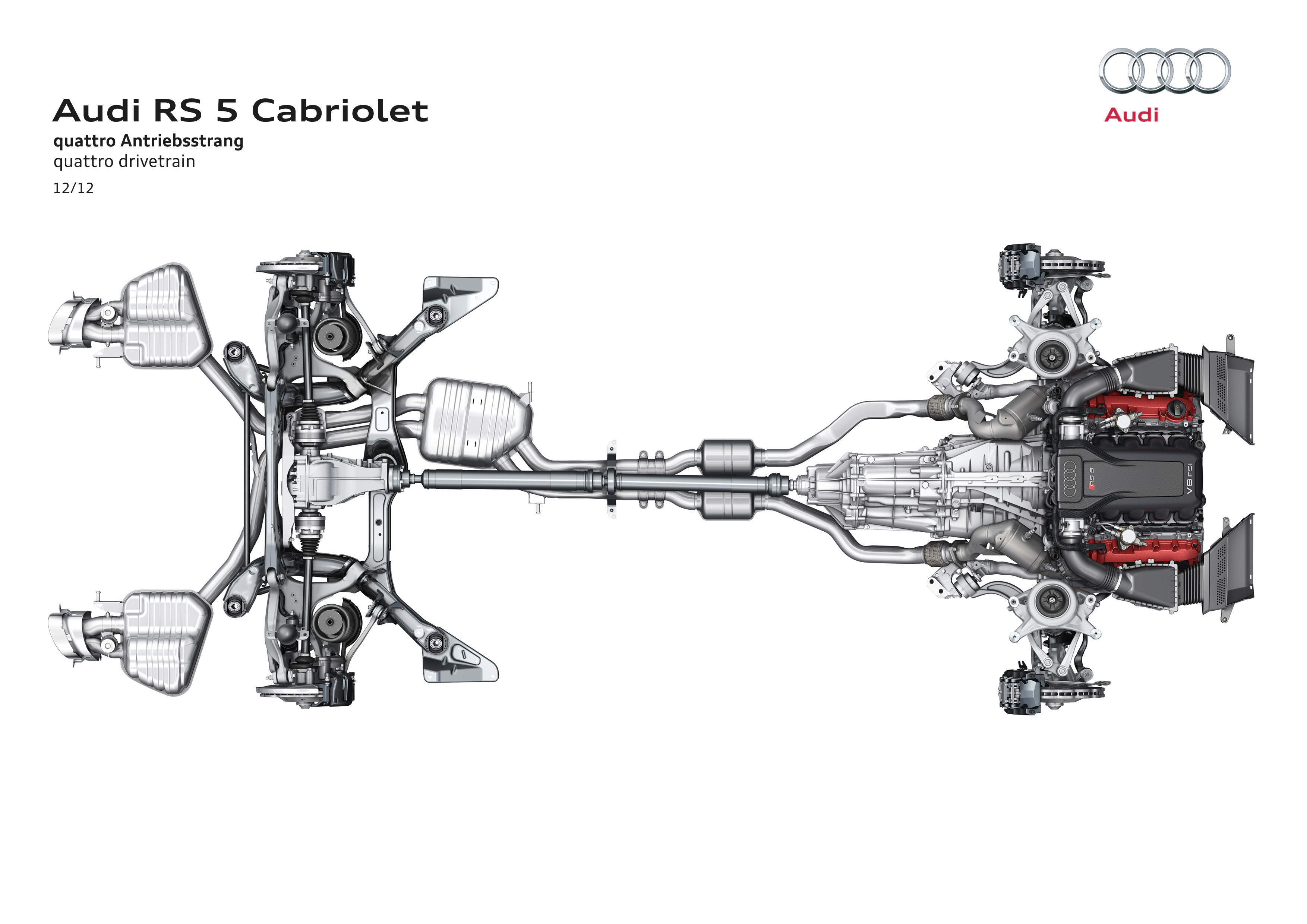
| Audi 8T RS5 Cabriolet | 4.2-litre CFSA petrol V8 | 7sp DCT | 331kW at 8250rpm | 430Nm at 4000-6000rpm |
Block
The CFSA engine had a two-piece, closed-deck cylinder block with 84.5 mm bores – spaced at 90 mm intervals – and a 92.8 mm stroke for a capacity of 4163 mm, while the cylinder banks had an 18.5 mm offset. The primary, upper section of the hypereutectic crankcase was made from an aluminium-silicon alloy (AlSi17Cu4Mg) in a low-pressure gravity die-cast process. To enhance its strength, it was also subject to special heat treatment.
The cylinder bores were machined in a three-stage honing and exposure process. During this process, the silicon grains in the cylinder bores (in the form of microscopic, hard particles) were stripped to provide the necessary wear resistance of the cylinder surfaces for the pistons and piston rings. Before the honing process commenced, a honing template was attached to the crankcase to simulate the warping effect of the bolted cylinder manifold.
The lower crankcase (bedplate bearing cross-member) was made from aluminium and had press-fitted iron main bearing covers made of grade 50 nodular cast iron. The lower crankcase was centered using centering pins, sealed with liquid sealant and then bolted to the cylinder crankcase. The bedplate had the same stabilizing effect as a ladder frame.
CCrankshaft, connecting rods and pistons
The CFSA engine had a die-forged crankshaft that was made of high-alloy tempered steel (42CrMoS4) and rotated on five bearings. The main bearings were 18.5 mm wide and had a 65.0 mm diameter; the big-end bearings, however, were 15.25 mm wide and had a 54.0 mm diameter. To compensate for unwanted engine vibration, heavy metal inserts were integrated in the first and eighth crank journals by way of unbalance. Furthermore, the CFSA engine had a dual-mass damper to prevent axial vibrations at high engine speeds.
The CFSA engine had conventionally split connecting rods that were made of 34CrNiMo8. The connecting rods were 154 mm long, had 54 mm diameter bearing journals, and 1.4 mm thick by 15.25 mm wide bearing bushings.
The CFSA engine had forged aluminium pistons that are understood to have Ferrostan-coated skirts to prevent direct contact between the pistons and the cylinder walls. The piston crowns were also adapted for direct injection to promote circular air flow in the cylinder.
Cylinder head
TThe CFSA engine had an aluminium cylinder head and double overhead camshafts with lobes that were connected through a hydroforming process. The camshafts were driven by 3/8″ simplex sleeve-type chains that were positioned at the rear of the engine. The four chains were arranged in two layers:
- Layer 1: chain drive A drives the camshafts’ idler gears from the crankshaft; and,
- Layer 2: top chains B and C drive the camshafts from the idler gears. Furthermore, chain drive D drove the accessory drive module from the crankshaft.
Chain tension was maintained by hydraulic tensioners; the chain drive was maintenance-free and designed for the life of the engine.
The CFSA engine had four valves per cylinder that were actuated by roller finger cam followers with hydraulic backlash compensation. The intake and exhaust valves had chrome-plated stems that were filled with sodium for heat dissipation. Valve specifications were as follows:
- Intake valve diameter: 33.9 mm;
- Exhaust valve diameter: 28.0 mm; and,
- Valve lift: 11.0 mm.
Both the intake and exhaust camshafts had an adjustment range of 42 degrees.
Intake system
The CFSA engine had a plastic intake manifold that minimised pressure losses through its large cross-sectional areas in the single hot-film air mass meter (HFM) and air intake pipe. Unlike the BNS engine which had a single throttle valve, the CFSA engine had a throttle valve for each cylinder bank.
The CFSA engine had map-controlled intake manifold flaps that were activated at lower engine speeds and loads. When activated, the intake manifold flaps were brought into contact with the port baffles in the cylinder head to seal the lower part of the intake port. As a result, the air mass would flow through the upper section of the intake port and induce a tumbling, charging motion inside the cylinder. When not activated, the open intake manifold flaps would maximise the cross-sectional area of the port. The intake manifold flaps were activated by a single vacuum actuator per cylinder bank.
To prove sufficient air supply at high engine speeds, a ‘power flap’ in the air filter would open when engine speed exceeded 5000 rpm or when vehicle speed exceeded 200 km/h.
Injection and ignition
On start-up, the CFSA engine used homogeneous split (HOSP) injection whereby the first, primary injection occurred approximately 300 degrees before ignition top dead centre (TDC) and a secondary injection occurred around 60 degrees before ignition TDC; ignition timing was also retarded. Since the mixture would combust relatively late and with the exhaust valves open, the catalytic converter would more quickly reach its operating temperature.
Since homogeneous split injection resulted in less complete combustion, a ‘secondary air injection’ system operated to enrich the exhaust gases with oxygen – downstream of the exhaust valves – to cause oxidation (or after-burning) of the hydrocarbons and carbon monoxide. The heat released during this process enabled the catalytic converters to reach their operating temperature within 30 seconds of start-up.
Once the catalytic converters had reached operating temperature, the engine would use homogeneous carburetion. Compared to the standard engine, the high-performance engine had higher flow injectors. The CFSA engine had a compression ratio of 11.0:1 and a firing order of 1-5-4-8-6-3-7-2.
For the CFSA engine, the injection and ignition process was controlled by the Bosch MED 17.1 engine management system.
Exhaust
The CFSA engine had a 4-2-1 fan-type exhaust manifold – to separate the exhaust pulses until the pipes merged – that was attached by a clamping flange system. The pipes of the exhaust manifold and exhaust system were hydroformed from stainless steel and designed to minimise exhaust gas back-pressure.
To reduce exhaust emissions, the CFSA engine had metal-type primary and main catalytic converters that provided less flow resistance than conventional ceramic-type converters.
The CFSA engine had switchable exhaust flaps in the rear silencers. To prevent low-frequency droning noises, the flaps were closed at low engine speeds. At higher engine speeds, however, the flaps would open to reduce exhaust back pressure and flow noise. When ‘Sport’ mode was activated, the exhaust flaps would be open at idle, but close when engine speed increased to comply with noise limits.
Oil circulation
The CFSA engine had a wet sump lubrication system that was designed for racing applications which may involve lateral acceleration of up to 1.4 g. To maintain lubrication, the oil sump housing had four flaps whose axis of rotation was parallel to the longitudinal axis of the vehicle. When cornering, oil within the sump would flow in the direction of the outside of the corner, so two flaps facing the outside of the corner would close and hold the oil in the sump intake. Simultaneously, the two flaps facing the inside of the corner opened to allow additional oil to flow into the intake.
Cooling
The CFSA engine had a longitudinal-flow cooling system whereby coolant circulated from the outlet side to the cylinder head and then through the chain housing cover. Compared to its 40-valve V8 predecessor, cooling of the cylinder webs – which connected the cylinder chambers to the outer cylinder block wall – was improved via drilled coolant ducts with optimised cross-sectional areas.
The water jacket for the CFSA engine circulated coolant to the area between the intake port and the injector to reduce temperatures in the cylinder head combustion chamber plate. Furthermore, the CFSA engine had two additional coolers and two V-shaped forced-flow bores between the inlet valves because they were subjected to higher stresses. While coolant flowed continuously through one of the additional coolers, the second cooler was opened via a coolant thermostat when required.
Crankcase breather and ventilation
The CFSA engine used a crankcase breather to flush fresh air through the crankcase. In this process, water vapour and low-boiling hydrocarbons were removed from the crankcase and diverted back to the intake air for combustion. The air was removed downstream of the air filter and guided to the inner ‘V’ of the cylinder block by a non-return valve. A restrictor downstream of the non-return valve limited the quantity of fresh air supplied to the crankcase.
The CFSA engine also had a crankcase ventilation system which captured blow-by gases for combustion. To minimise the oil contained in the blow-by gases, the gases passed through a labyrinth oil separator (in the cylinder head cover) and a three-stage cyclonic micro oil separator.